processo M.I.M. metal injection moulding
processo M.I.M. metal injection moulding
1) STAMPAGGIO
Il feedstock viene stampato mediante una pressa speciale a vite (concetto simile all'iniezione plastica).
Il prodotto dello stampaggio è un componente a struttura solida (mista polvere metallo/resina) denominato Green Body, dimensionalmente maggiorato secondo un fattore di ritiro variabile per ciascuna lega.

2) DEBINDING
I componenti stampati (Green Body) vengono immessi in forno per essere sottoposti a debinding catalitico: l'eliminazione del legante (de-binding) causa una riduzione del peso del componente.
La debole struttura solida composta da aggregati di polvere è denominata Brown Body.
In questa fase non avviene nessun cambiamento dimensionale bensì il solo calo ponderale (dovuto alla perdita della componente resinosa).

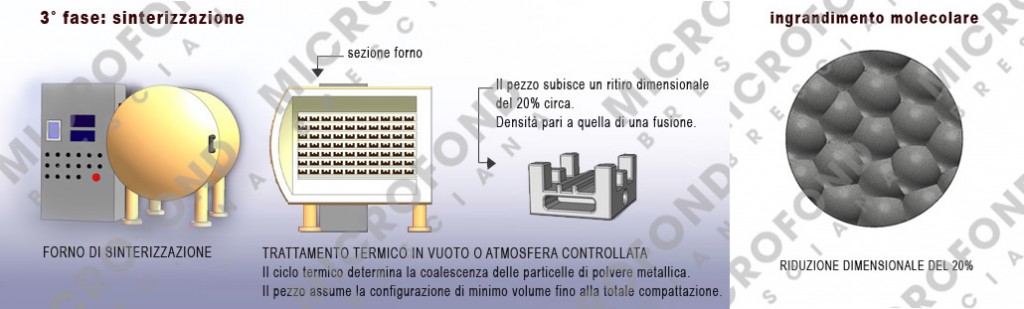
3) SINTERIZZAZIONE
Eliminata la resina, i componenti sono inseriti in uno speciale forno di sinterizzazione.
Specifici cicli termici in vuoto o in atmosfera controllata determinano la coalescenza delle particelle di polvere metallica.
Il pezzo assume la configurazione di minimo volume fino alla totale compattazione.
L'acquisizione delle caratteristiche meccaniche e dimensionali sono misurabili dalla densità finale e dal
ritiro dimensionale (circa del 20%): il pezzo ottenuto è del tutto analogo ad un ricavato da fusione.